
可焊型套筒焊接施工及检验要求?
可焊型套筒焊接施工及检验要求
一、可焊型套筒连接的主要性能及特点1、连接质量可靠,施工速度快;
2、焊接接头质量达到行业标准《钢筋机械连接通用技术规程》JGJ107-2010中**等级------I级接头性能要求。
二、一般要求
1、可焊型套筒采用焊接性能好的低碳合金结构钢20Cr材料进行焊接,以保证其焊接质量的可靠性。其几何尺寸及焊接技术参数分别参照可焊型套筒技术参数和套筒焊接技术参数说明书。
2、要求具有专业培训过的焊接技术持证上岗依照焊接缝设计书及焊接工艺评定及检验计划书进行焊接作业。
三、焊接工艺流程
1、去掉可焊型套筒上的塑料保护盖;
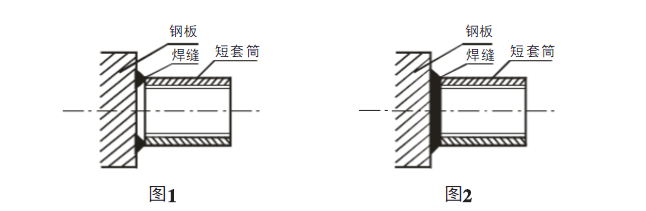
2、将大倒角一端面对钢柱点焊,焊接时应对焊接2点,并应保证套筒和钢柱之间的间隙约2mm(见图1);
3、沿着可焊型套筒倒角进行施焊一周至规定焊接要求(见图2);
4、施工人员焊接完成后应对焊缝逐个进行外观质量检查;
5、焊缝外观质量要求
(1)检查是否有气孔、夹渣、裂纹、弧坑、焊瘤等,发现有缺陷时应及时补焊;
(2)焊缝外形应均匀、饱满、过渡平滑,在焊缝任意25mm长度范围内,焊缝表面高低差值不得大于2mm;
(3)焊脚尺寸应符合规定,其偏差为0~3mm。
6、外观质量检查方法
(1)金属小锤敲打焊缝,检查是否有气孔或夹渣、裂缝、弧坑、焊瘤等,发现有缺陷时及时补焊;
(2)用卡尺测量焊缝高度是否符合要求,并且目测焊缝是否饱满,不得缺肉,焊缝外形应均匀,焊缝应平滑过渡。
本文由衡水中景机械设备有限公司编辑发布,转载请注明此处:


